分离式进料配置
分离式进料配置:卫生蛋品分级和加工领域的标杆
在当今现代蛋品行业中,卫生、产品完整性和运营效率对于满足日益严格的食品安全要求至关重要。多年来,Moba 通过其分离式进料配置(一种成熟且经过现场验证的设计方法),将这些原则融入其高端分级系统。在高效的多出口功能支持下,此配置确保了脏蛋流和净蛋流的正确分离,最大程度地降低了污染风险,同时提高了产量和运行时间。
技术背景:一种成熟可靠的配置
分离式进料配置是Moba FT、PX和PX+分级机长期以来采用的一种结构和卫生设计理念。它旨在将机器的进料口在物理上和功能上划分为独立的脏蛋区和净蛋区,从而降低交叉污染的可能性并改善卫生控制。这在配备清洗机的系统中尤为重要,因为适当的分区可确保脏的、可能受污染的鸡蛋永远不会进入下游的清洁区域。
清洗机和烘干机分置于不同区域
在FT和PX机器中,清洗机和烘干机被特意放置在Multidrum理蛋器的两侧:清洗机位于理蛋器之前,而烘干机位于理蛋器之后,从而在进料口形成了一个自然的分离。
这种结构上的分离有意地在进料口的“脏”区和“净”区之间创造了一个清晰的界限,并提供了两个优势:
- 它将潮湿且可能受污染的鸡蛋与下游的干燥区域隔离开来。
- 它能防止水分和细菌随鸡蛋进入清洁区域。
多出口:强化既有理念
虽然Multidrum理蛋器长期以来一直提供早期漏蛋剔除功能,但多出口功能通过增加第二个出口,可在流程早期剔除脏蛋,从而扩展了系统的能力。这一新增功能强化了分离式进料的卫生分区,并增强了其有效性。
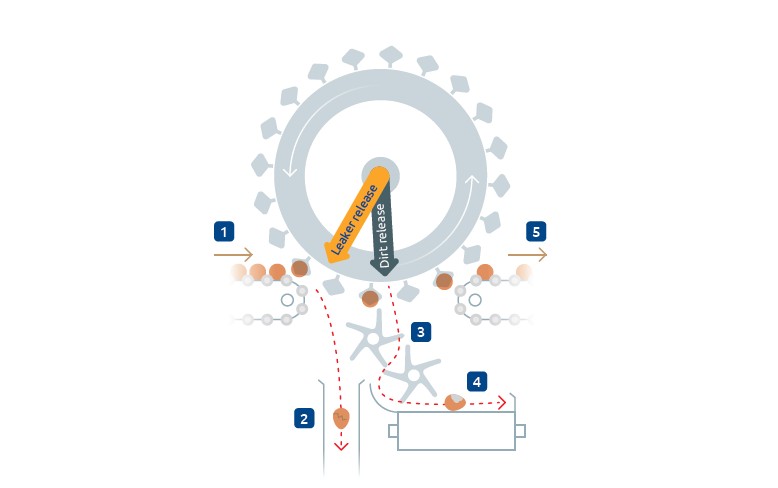
该理念如上图所示,鸡蛋从清洗机通过专用滚筒段 (1) 从左向右进入检测区,EggInspector在此处检查漏蛋和污垢。根据检测结果:
- 漏液蛋会立即通过专用破损蛋出口 (2) 落入。
- 脏蛋通过光滑卫生的挡板 (3) 被引导至第二个非破坏性出口 (4),并送回再清洗循环。这种机制显著缩短了脏蛋的循环路径,有效防止了进料清洁区和下游部件受到污染。
- 其余的鸡蛋随后被定位(正确尖端朝下),并转移到干燥滚筒段 (5),该滚筒段仅将清洁的鸡蛋送入后续分级过程。
生产结束后,整个进料段可用高压水喷淋清洗,其中 (2)、(3) 和 (4) 可收回以便于清洁。自动化CIP系统也可用于清洗和消毒这两个滚筒段。
分离式进料配置的主要优势
最大限度地保障食品安全
通过在漏液蛋和脏蛋污染下游部件之前将其清除,该系统显著降低了细菌风险。
- 无需长滚筒循环输送脏蛋
- 清洁的鸡蛋立即进入干燥区
- 紫外线消毒和CIP系统进一步保持下游的清洁度
减少交叉污染
明确划分的区域可防止污染物随鸡蛋、工具或机器部件传播。这符合现代鸡蛋处理设施的卫生设计原则,并回应了业界对沙门氏菌及其他病原体的担忧。
提高机器可清洁性
分离式进料和多出口模块专为便捷的高压清洗而设计:
- 可伸缩的多出口部件
- 高压清洗能力
- 用于进料滚筒及其他与鸡蛋接触的机器部件的CIP系统
更高的产量和效率
更清洁的工艺流程减少了清洗和维护的停机时间。由于及早移除了潜在受污染的鸡蛋,A级蛋的产量得以提高。此外,凭借先进的视觉技术,您将对鸡蛋质量拥有最终控制权,同时减少了劳动力和维护成本,因为没有与鸡蛋接触的部件,并且误剔率极低;所有这些都将带来更高的A级蛋比例和更高的效率。
为当今和未来的包装站奠定稳固基础
Moba的分离式进料配置是一种经过验证且值得信赖的设备标准,已在全球范围内的Omnia FT、PX和PX+系列设备中广泛应用。通过结合机械创新、智能分流逻辑和先进的视觉技术,这种配置成为当今鸡蛋分级行业中最有效的卫生工程解决方案之一,也是未来鸡蛋分级和包装设施的必然选择。


