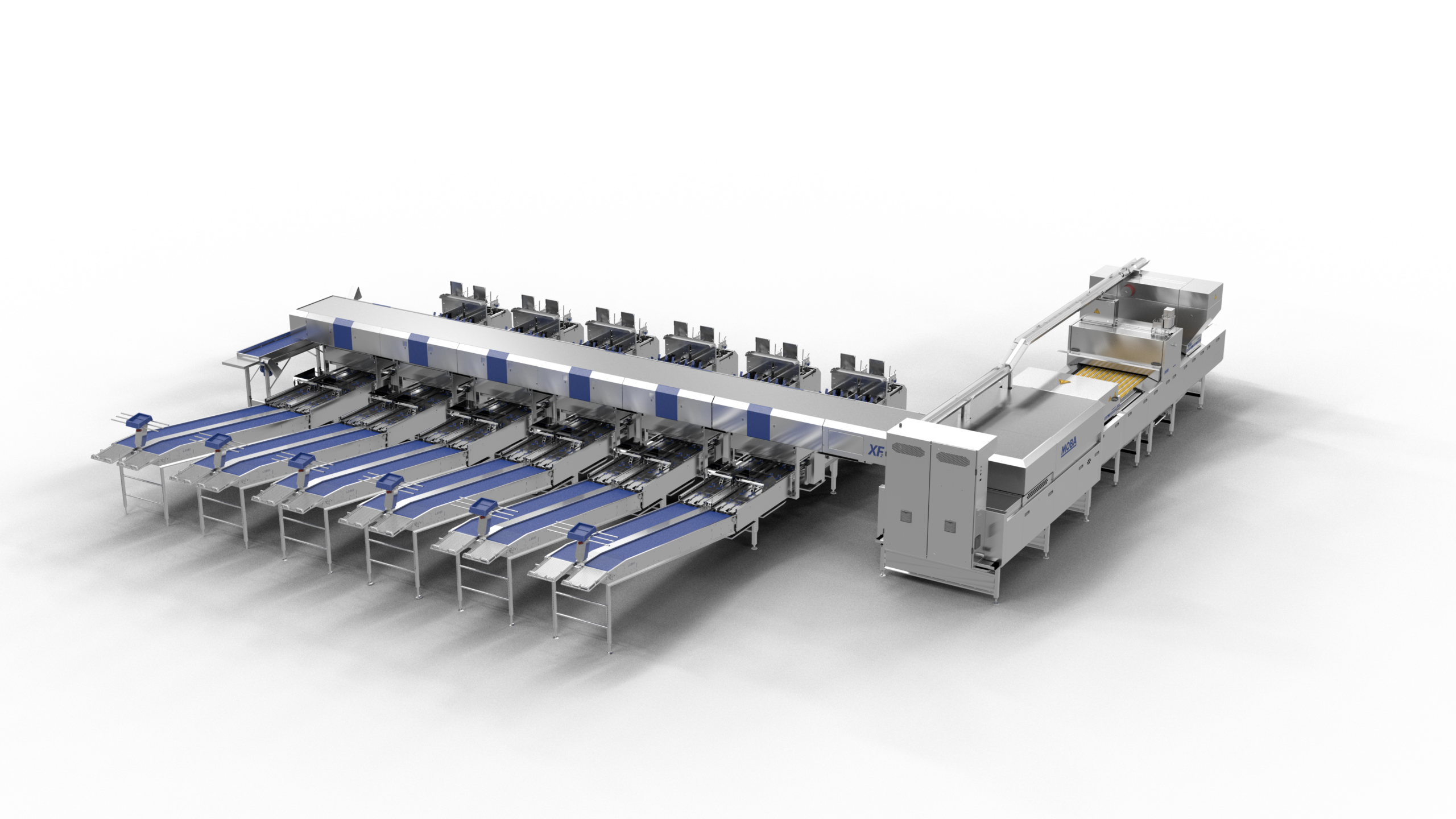
MR12双通道装箱机的一个特别且独特的功能是能够处理两种独立产品。MR12的两个通道可以独立运行,这使得该系统非常灵活。通过在不同等级上使用两个通道,可以在有限的占地面积内实现非常高且稳定的吞吐量。
MR12可配备以下功能:
- 用于空箱手动输入的加长重力输送机
- 连接到紧凑型纸箱成型机
- 适用于在线配置的开包剔除输送机
- 直通式箱体对齐单元
- 用于连接Contiflow Pack分拣机的智能交叉输送装置,适用于消费包装和tray
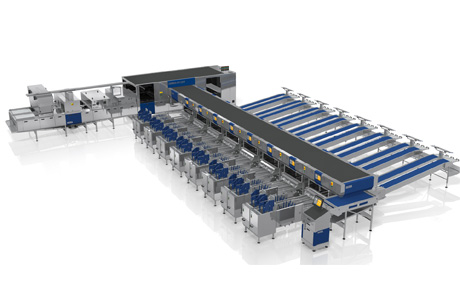
MR12双通道装箱机的一个特别且独特的功能是能够处理两种独立产品。MR12的两个通道可以独立运行,这使得该系统非常灵活。通过在不同等级上使用两个通道,可以在有限的占地面积内实现非常高且稳定的吞吐量。
MR12可配备以下功能:
左右滑动此表格以查看所有规格
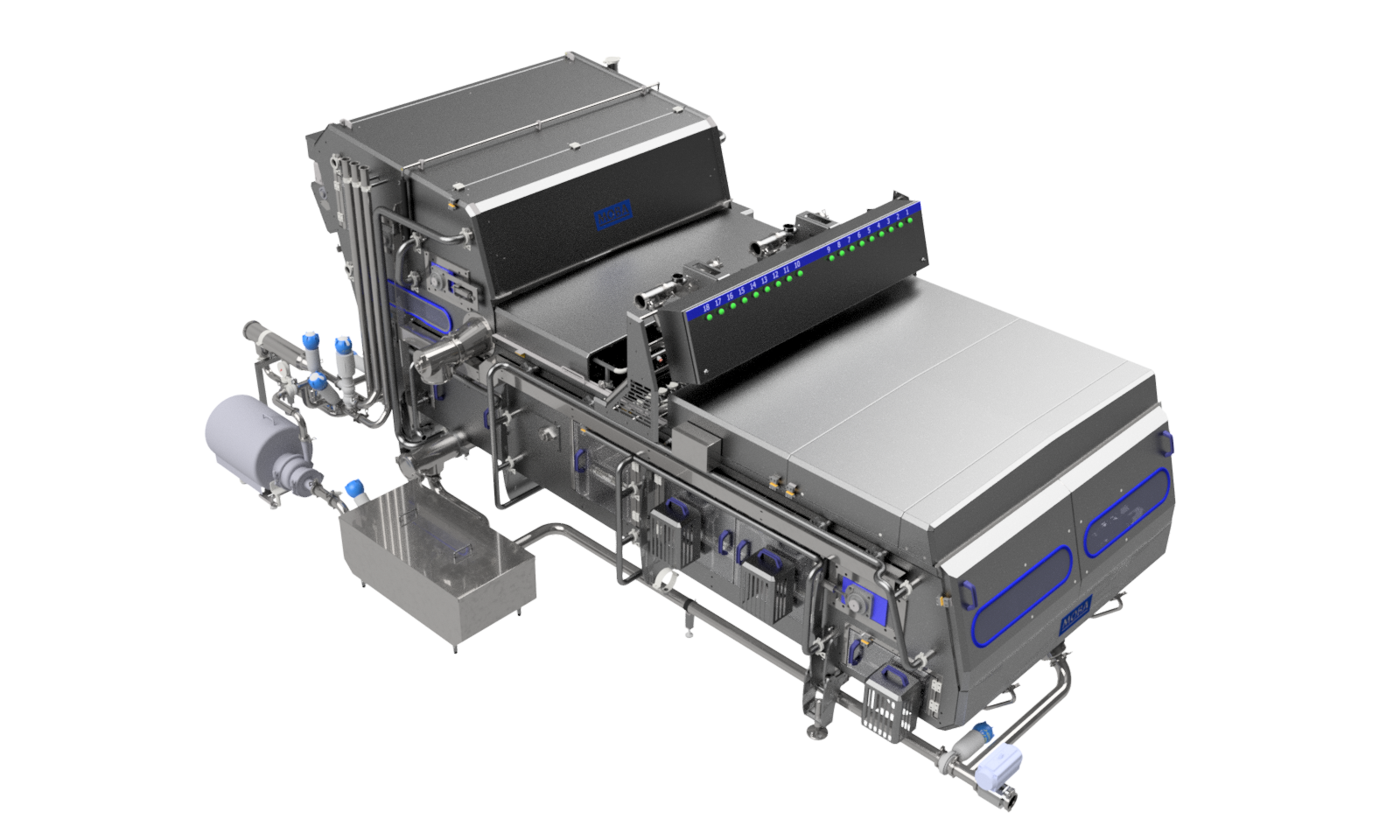
| 技术数据 | MR12 装箱机 |
|---|---|
| 职务 | 将消费包装和已填充的tray装入箱子和板条箱 |
| 产能指示(枚/小时) | 高达64,800 |
| 产能指示(箱/小时) | 180 |
| 包装类型 | 适用于处理消费包装和tray |
| 占地面积指示(长 x 宽) | 3110 x 1100 毫米 |
| 电源 | 适用于所有三相+中性线系统,包括200-230V或380-420V,50或60Hz |
| 功耗 | 10 KVA |
| 供气 | 6 巴 |
| 耗气量 | 13 立方米/小时(设计为1巴压力下的自由空气) |
| 露点 | 3 摄氏度 |
共创可持续蛋品产业未来
我们为客户提供完整的鸡蛋分级、包装、加工和处理解决方案。我们将根据您的鸡蛋分级需求,为您选择合适的系统。
Magna分级系统旨在为互联未来铺平道路。它将实际洞察与生产控制领域的智能创新相结合,以实现无与伦比的性能和可靠性。 Magna目前仅在北美地区有售。全球其他地区的推出将在稍后进行。

Proxima破蛋机系列为蛋品加工树立了新标准。Proxima以Synchro破蛋机的可靠基础为依托,在紧凑的设计中实现了更高的产量、更卓越的卫生水平和更智能的操作。 凭借闭环CIP、基于配方的操作和先进检测等创新技术,Proxima专为追求更高效率、更强可靠性和更强未来适应性的加工商而设计。