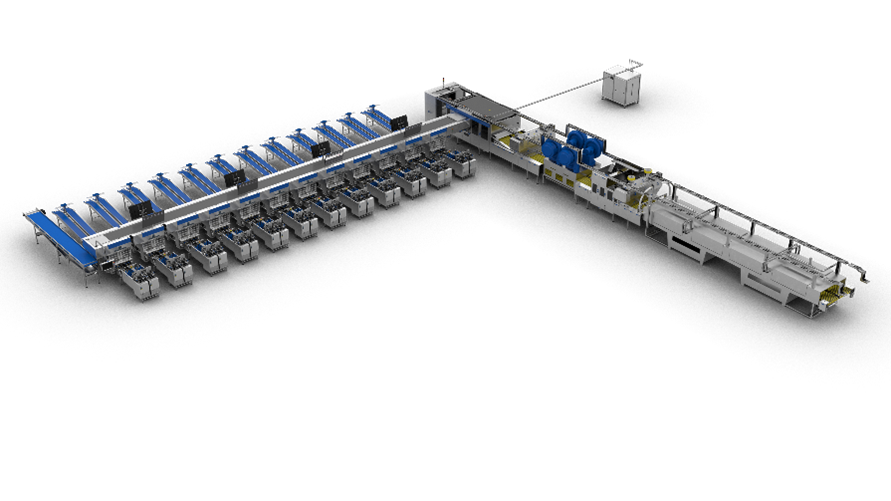
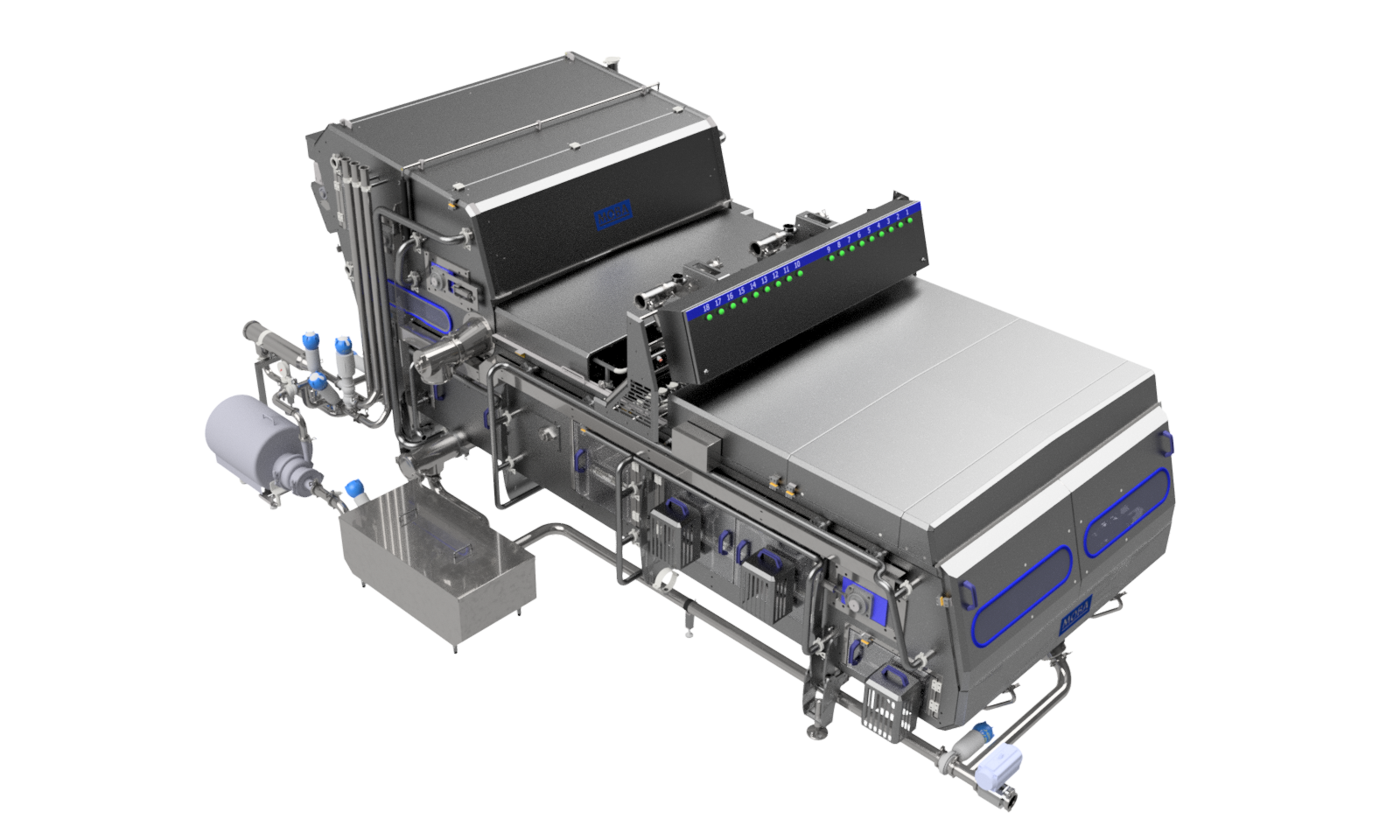
Una caratteristica speciale e unica della confezionatrice di casse doppia MR12 è la capacità di elaborare due prodotti indipendenti. Entrambi i canali della MR12 possono operare in modo indipendente, rendendo questo sistema molto flessibile. Utilizzando entrambi i canali su diverse classi, è possibile raggiungere una capacità produttiva molto elevata e costante in relazione all'ingombro.
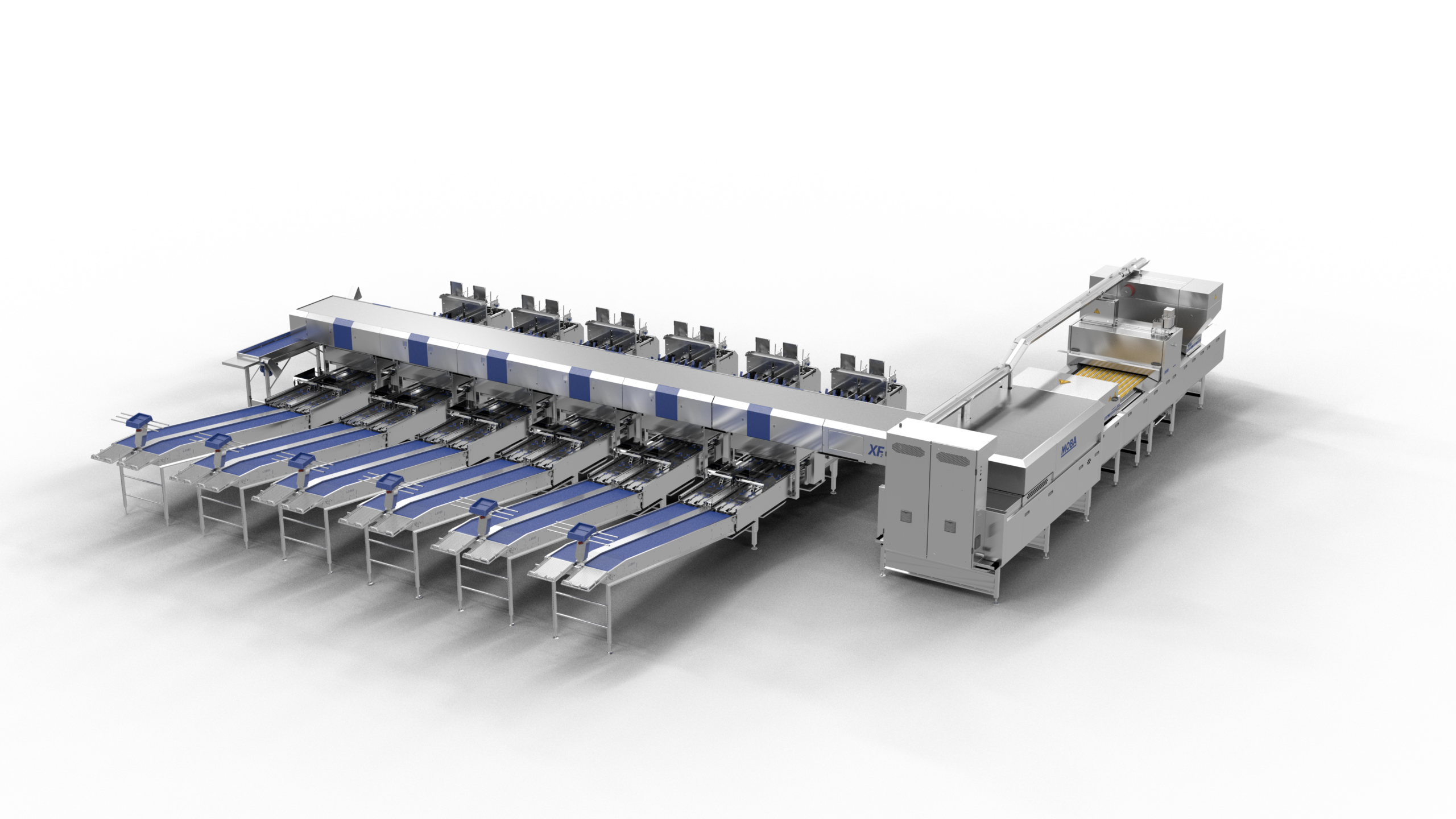
L'MR12 può essere equipaggiato con le seguenti funzioni:
- Trasportatore a gravità esteso per il caricamento manuale di casse vuote
- Collegamento a una formatrice di casse compatta
- Nastro di espulsione per confezioni aperte per configurazione in linea
- Unità di allineamento casse lineare
- Deviazione intelligente per confezioni per il consumo e tray, per il collegamento al separatore di confezioni Contiflow