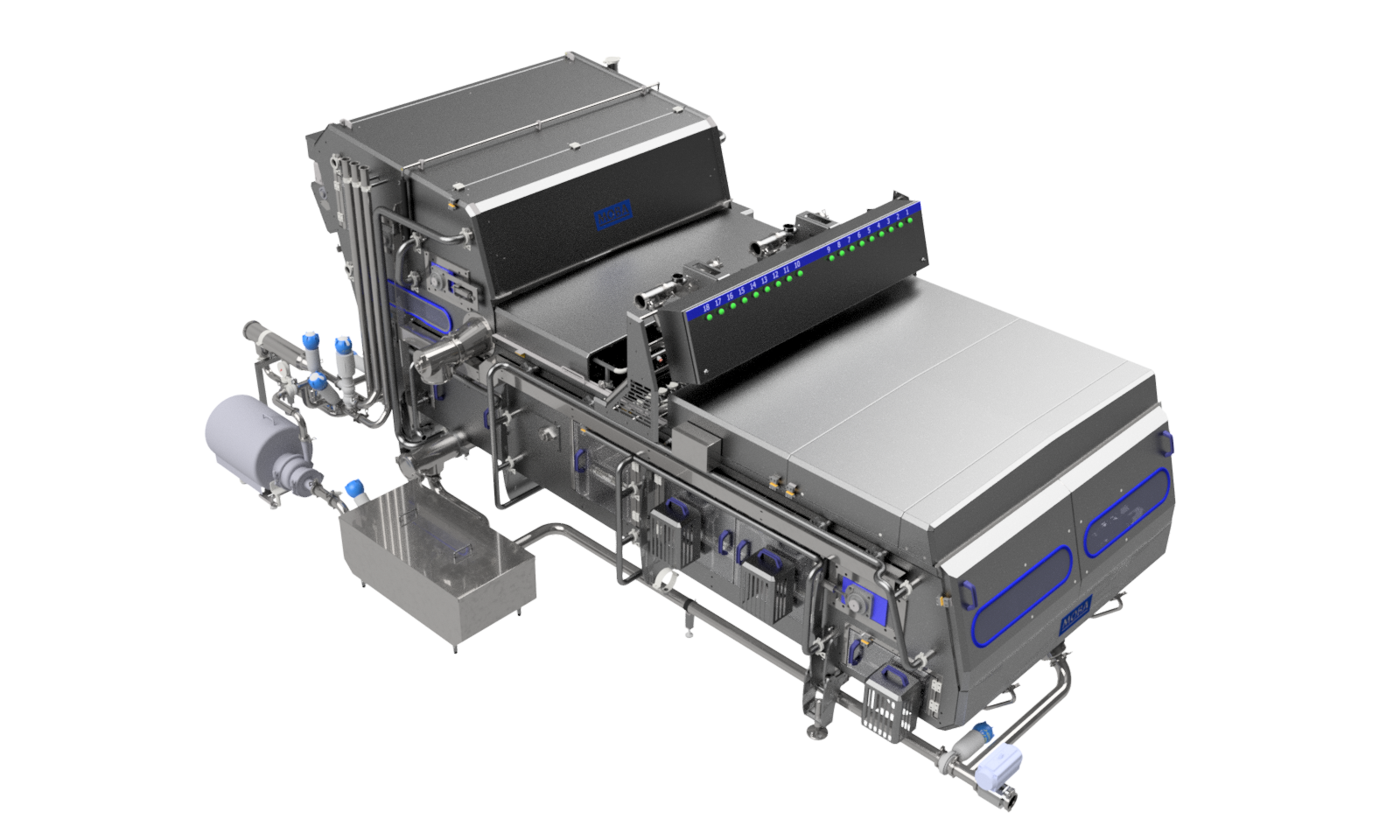
The Case Packer MR10 is specifically designed to pack consumer packs and trays into cases or crates and can be connected “inline”, that is directly behind a block of packing lanes of an egg grading machine, or “offline” via a logistic conveyor system (Contiflow).
Depending on the type of egg pack, the capacity of the MR10 can vary from 30,000 (80 cases) up to more than 40,000 eggs (110 cases) per hour. As a rule of thumb approximately 12 cycles per minute can be calculated, resulting in a basic capacity of approximately 35,000 eggs (97 cases) per hour, based on 48 eggs per packing cycle.