Building Your Sustainable Egg Future
Innovative Solutions for the Egg Industry
Discover Moba’s range of grading, packing, processing, business, and handling solutions tailored for egg producers and the egg industry.
Building Your Sustainable Egg Future
Discover Moba’s range of grading, packing, processing, business, and handling solutions tailored for egg producers and the egg industry.
The M loader is equipped with all features you may expect of a modern high capacity loader, with the highest standards of food safety in mind.


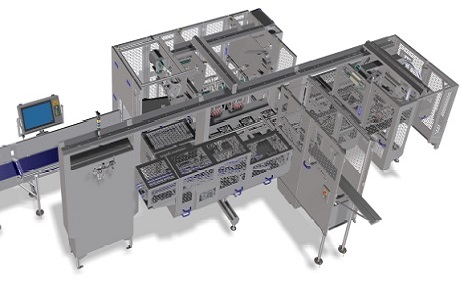
The Case & Display Packer MR30 is a smart combination of the capabilities of the MR10 plus additional capabilities to handle displays.
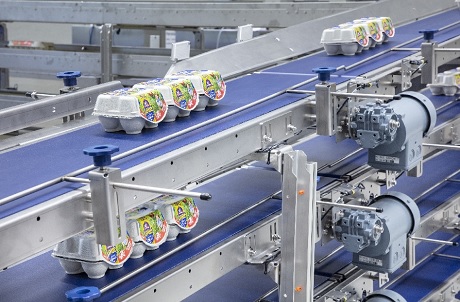
To transfer packs and trays from your egg grader to additional automation equipment, such as case packers and shrink wrappers. Moba Contiflow offers a fully flexible pack and tray transport system that helps to optimize your system layout, since it can be adapted to your building.
The Case Palletizer MR60 is capable of palletizing cases and crates filled with consumer packs.
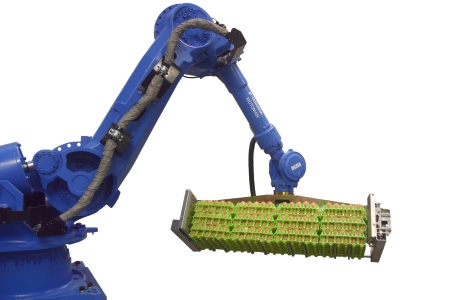
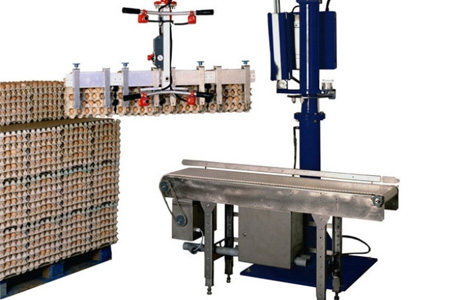
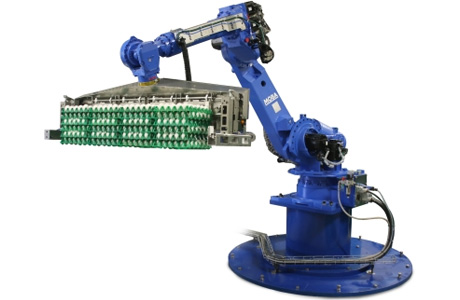
The Moba De-Palletizer MR50 is capable of de-palletizing all known pallet systems such as the Eggs Cargo System (ECS) and has a maximum capacity of 191,000 eggs/hour.
Tray Palletizer MR40 is a system which automatically places a row of stacks, six trays each on a pallet.

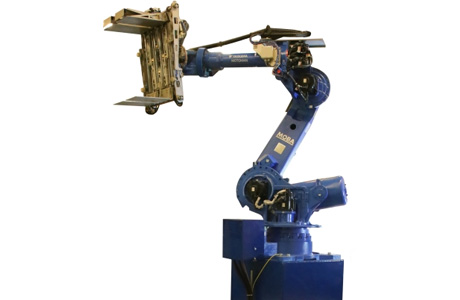
The Case Packer MR12 is a Twin Case Packer robotic system especially designed for the high demanding market in the egg industry.