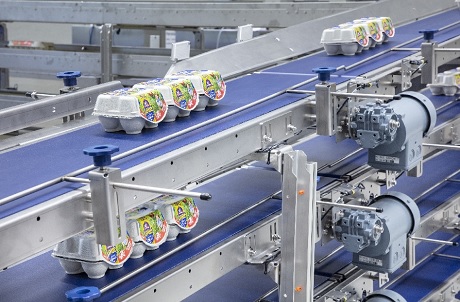
Contiflow
To transfer packs and trays from your egg grader to additional automation equipment, such as case packers and shrink wrappers. Moba Contiflow offers a fully flexible pack and tray transport system that helps to optimize your system layout, since it can be adapted to your building.
Product Information
Specifications
Downloads
Videos
These products might also be interesting
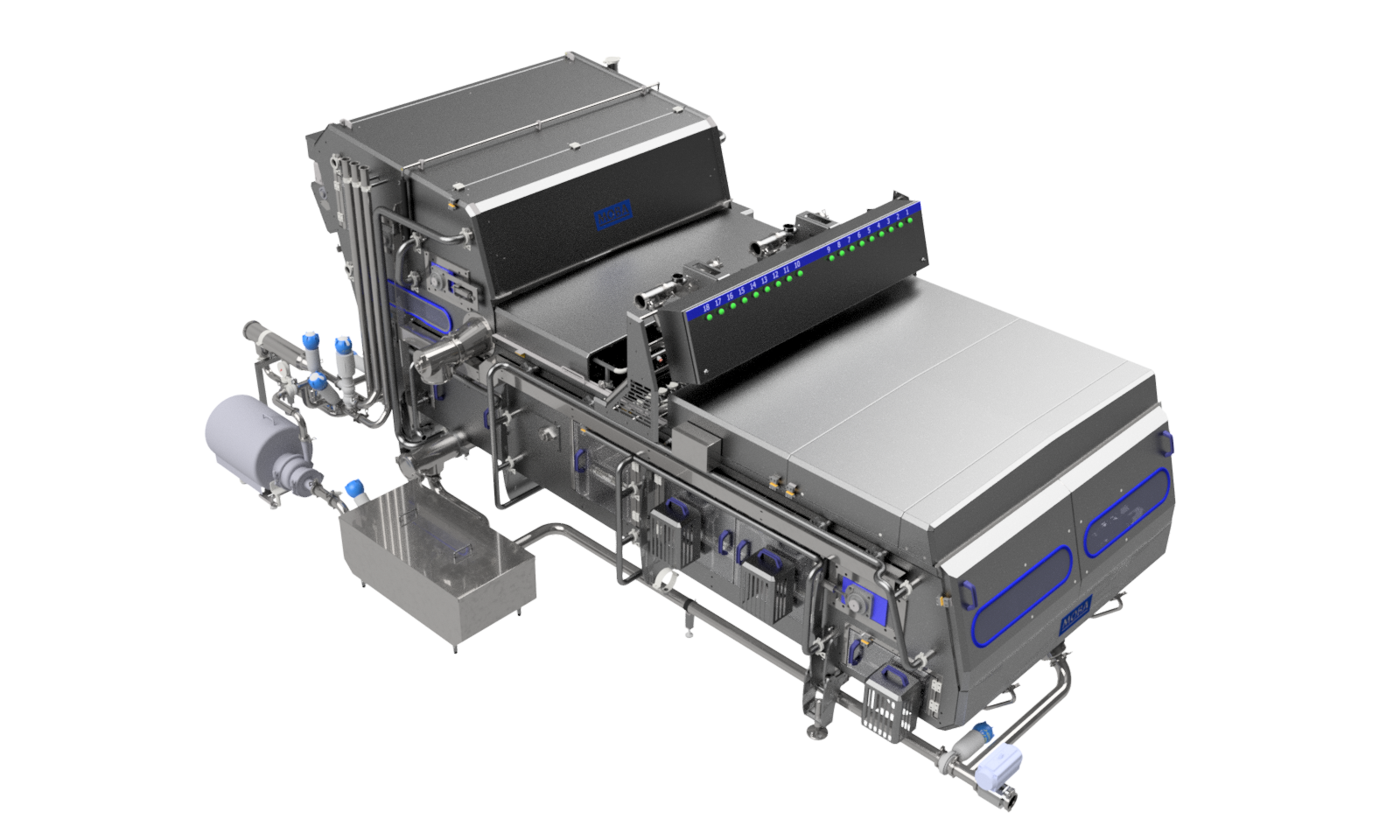
The Proxima breaker series sets a new standard in egg processing. Built on the trusted foundation of Synchro egg breaking machines, Proxima delivers higher yield, greater hygiene, and smarter operation, all in a compact design. With innovations like closed-loop CIP, recipe-based operation, and advanced detection, Proxima is engineered for processors who demand more: more efficiency, more reliability, and more future-readiness.

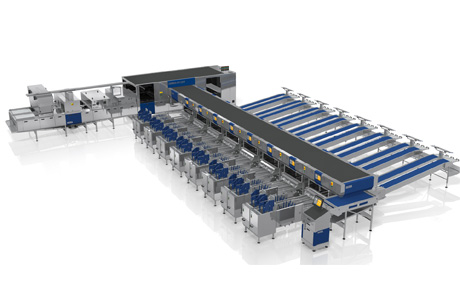
With the Omnia PX series, Moba sets a new standard within the industry regarding three important goals for egg producers.